Tuthill Corporation (USA)
1892
Vacuum Pumps & Systems
Up to 10-6 Torr
Engineered to Order
ISO 9001, ASME
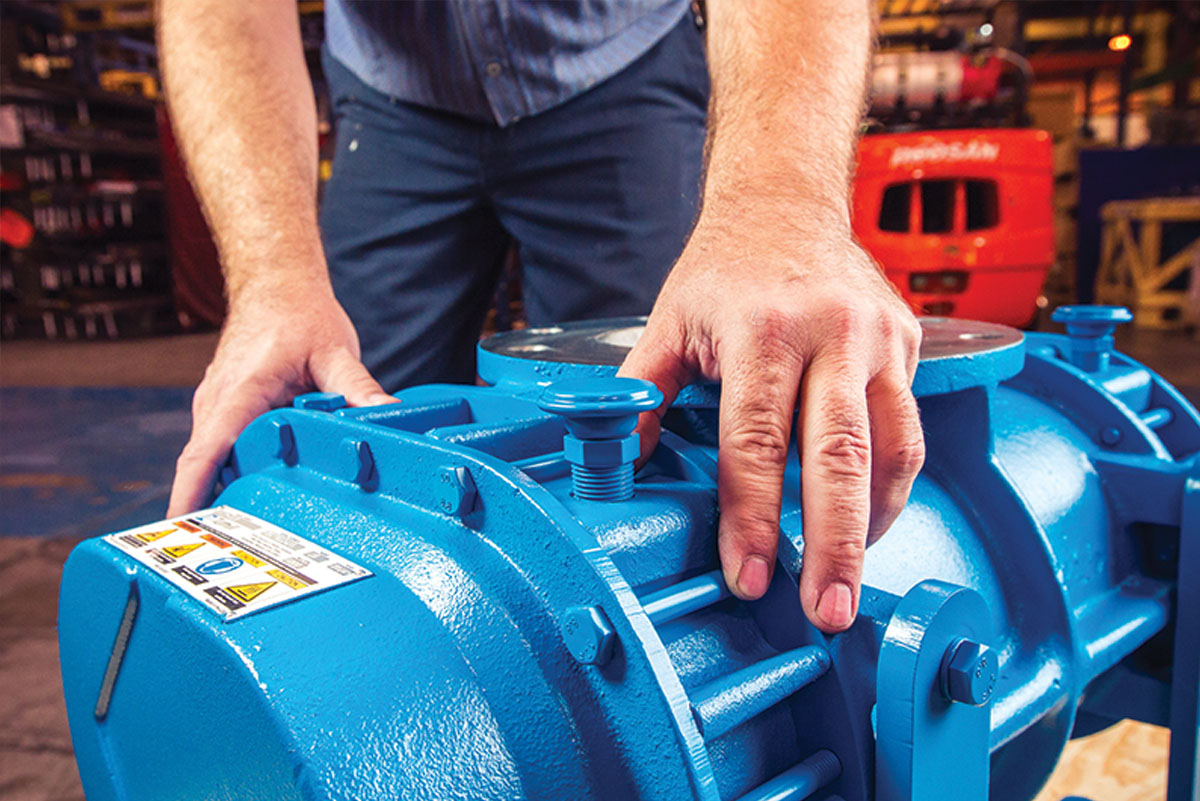
Tuthill vacuum solutions cover the full spectrum of industrial vacuum requirements, from rough vacuum to high vacuum applications. Their product line includes rotary vane pumps, screw pumps, blowers, and complete systems with controls and monitoring equipment.
Specialized options include corrosion-resistant models for chemical applications, ATEX-compliant units for explosive environments, and ultra-clean designs for sensitive processes like pharmaceutical manufacturing and food processing.
Standard Pump Models
Tuthill vacuum solutions serve critical processes across diverse industries where reliable vacuum is essential. Their products are designed to meet the specific requirements of each application, from material handling to precision manufacturing.
In food processing, Tuthill vacuum systems handle packaging and preservation. Pharmaceutical manufacturers rely on their clean vacuum for sensitive processes. Semiconductor plants utilize their high-vacuum capabilities, while industrial plants depend on their rugged designs for material handling and filtration.
Our experts are ready to help you understand how solar can work for your home. Schedule a free, no-obligation consultation to assess your energy needs and potential savings.
We begin with a detailed discussion of your plant’s goals, operating conditions, and compliance requirements to pinpoint the exact performance challenges.
Our engineers visit your facility (or work from P&IDs and service data) to gather pressure, temperature, flow-rate and media characteristics, ensuring every component is sized and rated correctly.
Leveraging our partner OEMs (FAINGER LESER, VALVICON, Sealmatic, Gestra, Leybold, and others), we prepare detailed datasheets, drawings, and customised Bill of Materials for your approval.
Once the design is frozen, we manage ordering, factory acceptance tests, third-party inspection and export / domestic logistics—delivering ISO-traceable quality every time.
Our field technicians coordinate with your maintenance team for seamless installation, start-up checks, and operator training, followed by lifetime monitoring, spares and AMC packages.